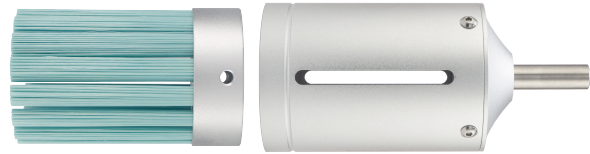
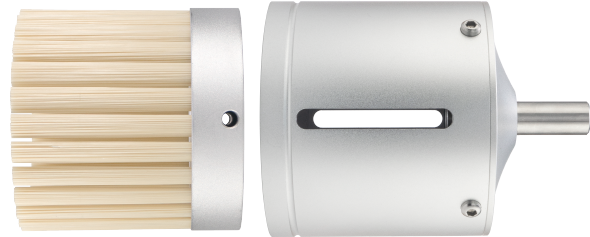
高密度的水晶纖維油石所製成,具備高度切削力、穩定的加工能力且低磨耗,適用於自動化去毛邊與研磨。
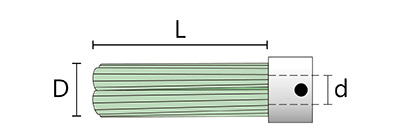

油石刷尺寸: Ø6 x 30L x Ø8
#150 |
#200 |
#400 |
#600 |
#800 |
#1000 |
#1200 |
#2000 |
#3000 |
#6000 |
| CB31G-00630 | CB31P-00630 | CB31V-00630 | CB31O-00630 | CB31B-00630 | CB31W-00630 | CB31R-00630 | CB31M-00630 | CB31Z-00630 | CB31A-00630 |
| 夾柄 : XH-CB006 | |||||||||

油石刷尺寸: Ø15 x 50L x Ø6
| #150 |
#200 |
#400 |
#600 |
#800 |
#1000 |
#1200 |
#2000 |
#3000 |
#6000 |
| CB31G-01550 | CB31P-01550 | CB31V-01550 | CB31O-01550 | CB31B-01550 | CB31W-01550 | CB31R-01550 | CB31M-01550 | CB31Z-01550 | CB31A-01550 |
| 夾柄 : XH-CB015 | |||||||||

油石刷尺寸: Ø25 x 75L x Ø9
| #150 |
#200 |
#400 |
#600 |
#800 |
#1000 |
#1200 |
#2000 |
#3000 |
#6000 |
| CB31G-02575 | CB31P-02575 | CB31V-02575 | CB31O-02575 | CB31B-02575 | CB31W-02575 | CB31R-02575 | CB31M-02575 | CB31Z-02575 | CB31A-02575 |
| 夾柄 : XH-CB025 | |||||||||

油石刷尺寸: Ø40 x 75L x Ø12
| #150 |
#200 |
#400 |
#600 |
#800 |
#1000 |
#1200 |
#2000 |
#3000 |
#6000 |
| CB31G-04075 | CB31P-04075 | CB31V-04075 | CB31O-04075 | CB31B-04075 | CB31W-04075 | CB31R-04075 | CB31M-04075 | CB31Z-04075 | CB31A-04075 |
| 夾柄 : XH-CB040 | |||||||||
油石刷尺寸: Ø60 x 75L x Ø13
| #150 |
#200 |
#400 |
#600 |
#800 |
#1000 |
#1200 |
#2000 |
#3000 |
#6000 |
| CB31G-06075 | CB31P-06075 | CB31V-06075 | CB31O-06075 | CB31B-06075 | CB31W-06075 | CB31R-06075 | CB31M-06075 | CB31Z-06075 | CB31A-06075 |
| 夾柄 : XH-CB060 | |||||||||
油石刷尺寸: Ø100 x 75L x Ø17
| #150 |
#200 |
#400 |
#600 |
#800 |
#1000 |
#1200 |
#2000 |
#3000 |
#6000 |
| CB31G-10075 | CB31P-10075 | CB31V-10075 | CB31O-10075 | CB31B-10075 | CB31W-10075 | CB31R-10075 | CB31M-10075 | CB31Z-10075 | CB31A-10075 |
| 夾柄 : XH-CB100 | |||||||||
油石刷夾柄
D x L x L1 x d (mm)
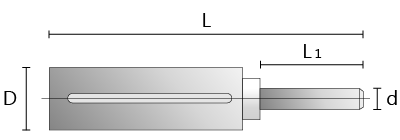
| 型號 | 尺寸 | 適用油石刷尺寸 |
|---|---|---|
| XH-CB006 | Ø10 x 70 x 30 x Ø6 | Ø6 |
| XH-CB015 | Ø18.5 x 90 x 30 x Ø6 | Ø15 |
| XH-CB025 | Ø30 x 140 x 30 x Ø10 | Ø25 |
| XH-CB040 | Ø45 x 140 x 30 x Ø12 | Ø40 |
| XH-CB060 | Ø65 x 150 x 35 x Ø12 | Ø60 |
| XH-CB100 | Ø110 x 162 x 40 x Ø16 | Ø100 |
| 使 用 方 法 |
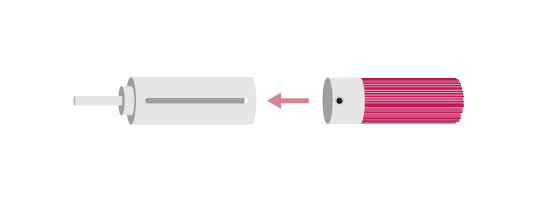
| 1. 將纖維油石刷置入夾柄內。 |
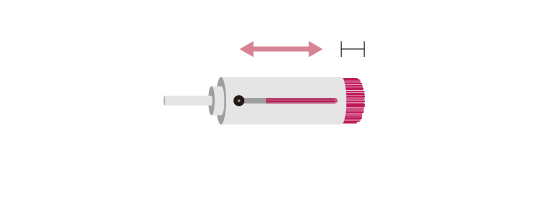
| 2. 調整刷子的突出長度。 |
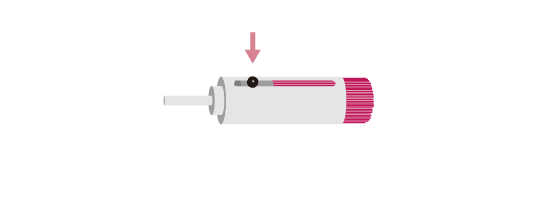
| 3. 將螺絲固定在溝槽上。 |
| 注 意 事 項 |
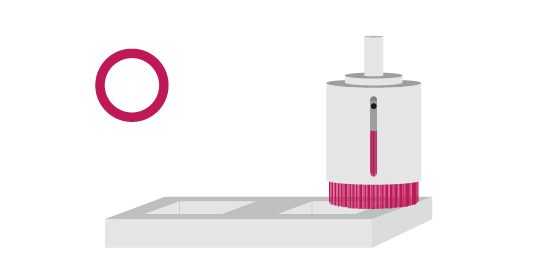
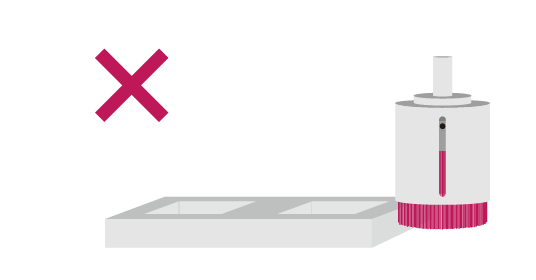
| 1. 請使用油石刷的末端進行研磨,因為側邊並不具備研磨能力。 |
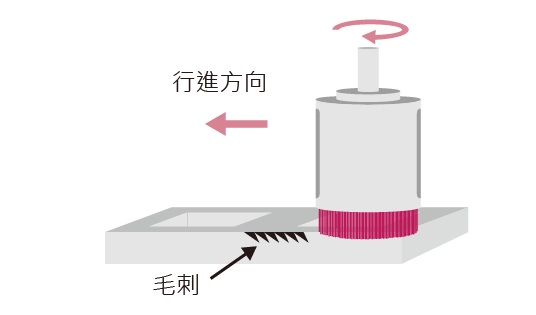
| 2. 油石刷行進方向與毛邊的方向相反,研磨效果較佳。 |
| 關 於 毛 刺 |
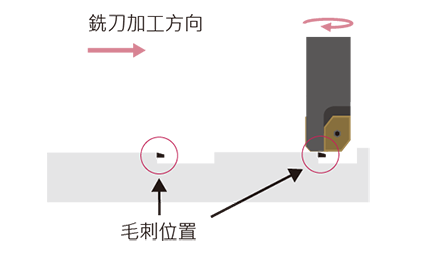
| 1. 銑刀加工後,毛刺會出現在加工溝槽的側邊。 |
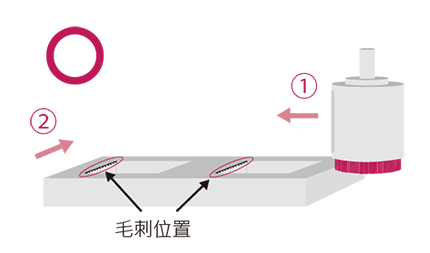
| 2. 纖維油石刷研磨方向應與銑刀加工方向相反 (如①),或與加工方向成90° (如②) |
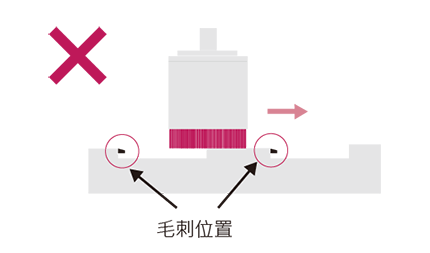
| 3. 纖維油石刷與銑刀加工方向相同時,毛刺會被掃進溝槽中無法清除。 |
| 加 工 範 例 |
| 車用零件 工件 : ADC12 S 6000 min F 1000 mm / min-1 D 0.5 mm |
| 飛機零件 工件 : 鋁合金 S 6000 min F 1000 mm / min-1 D 0.5 mm |